Hur man gör ett vapen för krypskyttar
• Hur man gör ett vapen för krypskyttar
anläggningskonstruktion själva projektet för tillverkning av gevär har uppstått nyligen i 2008, och den första artikeln publicerades för två år sedan i mars 2011. Anläggningen byggdes nästan från början, till en början i dess ställe var oförändrad i en monstruös tillstånd. 15 maj 2010 började översyn. produktion av flaggskepp - prickskyttegevär ORSIS - en förkortning av uttrycket "vapensystem". Men vi kommer att återvända till historien om anläggningen, och nu gå in.

My väg passerar genom butiken, vilken behandlas med trunkar. Skörd, som kommer att borras hål och är gjord skär kallas "form." Blanketter levereras till anläggningen från USA.

På sådana maskiner med arbetsstycket för gevär. Här i tomrummen första borrhål, vars bredd är beroende av kaliber gevär framtiden. Vissa maskiner har utformats av vägen i designbyrån av anläggningen med hjälp av konsulter från Schweiz och Tyskland.

I allmänhet anläggningen under mer än 30 maskiner för olika ändamål med dator numerisk styrning (CNC). De är mycket olika, det är enklare för enkla operationer, men det finns de som gör det riktigt unika saker för tekniker, som jag hörde för första gången.

Stammarna är tillverkade av speciella vapen rostfritt stål.

Observera myntet. Hon står på kanten av en rörlig del av maskinen, som skär stammen inifrån. Jämnheten och precision av operationen på en så hög att inte sjunker myntet.

Samma maskin. Här kan du se både i form av pipan går staven, göra nedskärningar - 4-6 spiral band, de hjälper till att stabilisera banan för kulan rörelsen. Skära metall krok gjort en särskild blankett, som också produceras i fabriken.

Verktyget är en del av ett stationärt arbetsstycke och skäraren lämnar ett spår av en mikrometer djupa. För att underlätta skärning i bagageutrymmet häller olja. Processen att skära stammen varar 3-5 timmar. För en skivning bör verktyget ingå 60-80 gånger. Efter det stammen polerade manuellt bly-tenn lappning och ren från olja.

till

Efter dessa operationer blir stammen till labbet.

där experter sondeBoreScope borrning (relativ endoskop) för defekter - repor, håligheter eller sprickor. Stammen kontrolleras flera gånger efter att borra hål, skärning och polering.


Går vidare, den andra verkstaden. En annan liten upptäckt - maskinen är ingen övning som en del roterar! Borr skär långsamt i rostfritt stål.

Vilken typ av trä kommer vi att lära sig lite senare.

Uppläggningar, som snart kommer att bli den huvudsakliga delen av grindmekanismen.


CNC frästa delar låsmekanism, som därefter kyldes med vatten.


Vidare är denna del kvalitetskontrolleras. Med hjälp av denna enhet (till vänster), definierade egenskaperna hos denna del måste uppfylla.


Den allmänna planen för den andra verkstaden.

ytterligare vår väg går genom butiken, där de gör sängen. Här är därmed sågade sticksåg tomt som maskinen kommer att skära nästan färdig produkt.

göra din säng för varje modell. Det ger strukturell styvhet. För taktiska gevär använder en bädd av aluminiumoxid för sport - från en speciell vapen laminat. Dessutom gör anläggningen för att beställa en låda av ädelträ, såsom valnöt.

Maskinen fungerar även på programhantering.


Ett ämne i denna del kan kosta tiotusentals rubel. Om du tittar noga på en av dessa barer, kan man se fyra plywood lager eller som det kallas på olika sätt - trä laminat.





Efter behandling, fräsmaskinen befälhavaren slipas manuellt hennes signatur anbringas laser snitt och oljeimpregnerade flera gånger. Ett skift förman producerar 2-3 säng.



Arbetsstycket är en urtagning för stammen, varefter han återigen täckt med olja, och först därefter måla.

Låt oss gå vidare.



kan du se den polerade arbetsstycket.

Sedan vi väntar på måleriet.



Och i nästa rum väntar på mig en liten öppning.

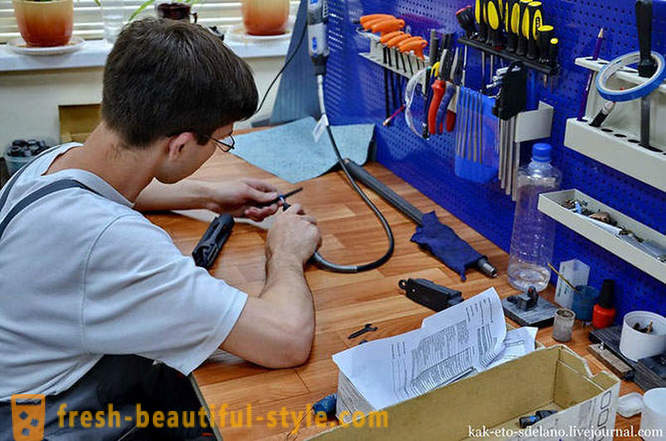
Här, med hjälp av hög precision utrustning (som kostar tiotusentals euro) av metallskurna delar för bulten gruppen (hammare, säkringar, triggers), som inte kunde ha gjorts med hjälp av andra verktyg.

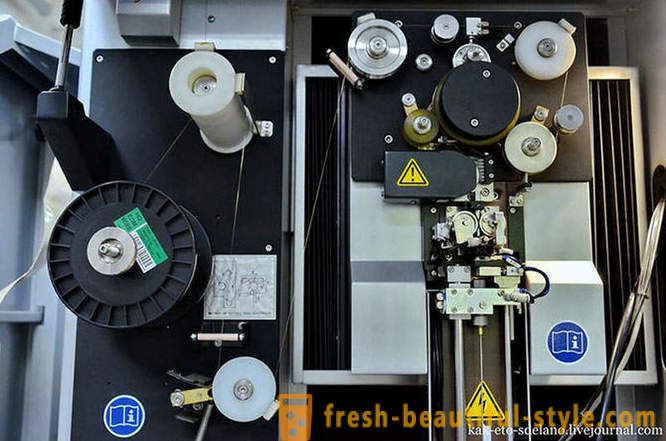
Detaljer skärs med hjälp av elektrisk erosion teknik. Här en tråd, kan den vara gjord av molybden eller mässing.

Allt händer: tråden från spolen träs genom ett litet hål i en metallplåt eller en gris, fixa botten så att det kan lindas på en annan spole. Detta ark nedsänktes därefter i ett vattenbad till vilka ström tillförs till högspännings och kraft.

Tråden lindas snabbt på den andra rullen och maskinen klipper således ut de detaljer som är exakt på mikron. Denna process kan ta 3-4 timmar. En sådan uppgraderad sticksåg.

Även här CNC, bara definierar ett program och säkerställer korrekt drift.

Det är ur denna göt

skära för mycket, så att du kan infoga en annan bit.

Och jag var överraskade att tråden kan skäras i en vinkel. Som är från mitten av cylindern skärs ut detaljer, som på ena sidan runt och den andra i form av en asterisk.

Detaljer för en avtryckare.

Du kan se att några ark svetsas samman för att klippa den maximala mängden detaljer.


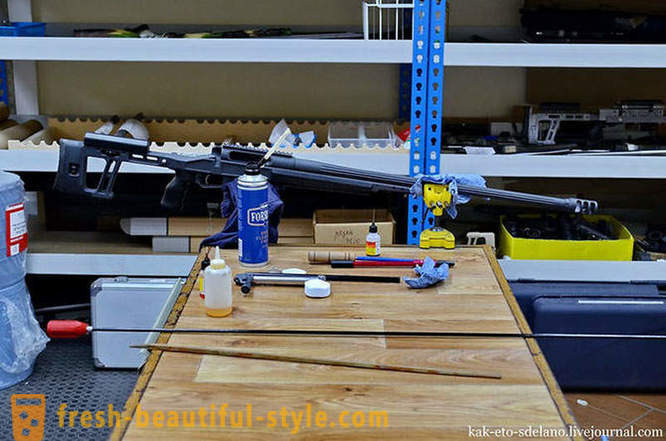
Lämna denna workshop och huvudenheten avsnittet är det sista steget innan ett gevär kommer att få skjutbanan.
Dessa lådor redo gevär.

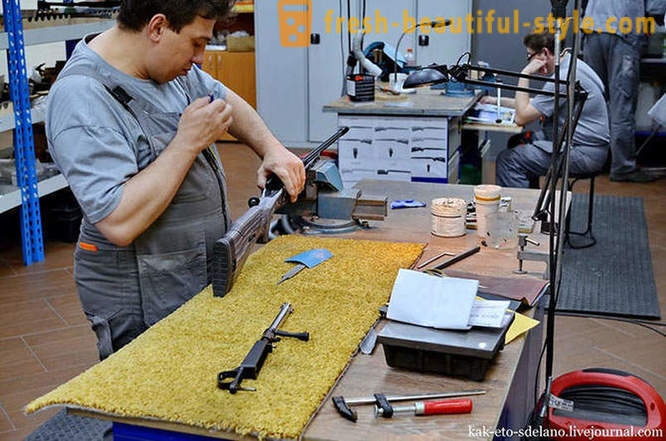
mannen samlar ihop detaljerna i sliden, kopplar dem till pipan, följt av en process beddinga glas. På sängen appliceras på ett gevär särskild mastix i det sätta metalldelar och låt stå en dag för att torka helt. Då detaljerna tas åter ut och ges till målningen, och på sängen förblir deras exakta avtryck, vilket gör att trädet att passa under metallen. Detta ger större precision vapen.



Efter målning delar sammanfogas igen. Kvalitetskontroll Department experter inspektera den färdiga produkten, och drar slutsatsen att geväret är redo att avfyras.

I fabriken finns mycket unga arbetstagare.
Anläggningen producerar upp till 10 kanoner per dag.




Utöver de fabriks gevär under licens samla österrikiska Glock pistoler av olika kalibrar.




Och det kylskåp, men där hittar du grönsaker, frukt, öl, gårdagens middag och andra snacks. Han är också används vid montering av geväret. Hur, frågar du?

Det faktum att monteringen av vissa av uppgifterna skall vara så tätt bultad till bädden av vissa detaljer. Om detta sker vid rumstemperatur, skruvarna för hårt krasch i produkten och kan förstöra det, eftersom dessa delar är placerade under en tid i kylskåpet så att det är något åtdragen (fysik hoppas att alla kommer ihåg) och kan skruvas så hårt som det ska, utan risk för att förstöra sängen.

Lämnar montering butik och huvudet till skjutbanan. Detta är det sista steget gevär kontroll av kvalitet och noggrannhet. Alla vapen passerar genom observation.


Voooooon behöver för att få i den lilla punkten. Du ser något? Jag är inte) Tir längd - 100 meter.

precisionsvapen tester Master of International klass på skytte. Rummet är liten, ca 2 meter med två sätta på hörlurarna för att inte bli döv.

avancerade pilar vann upprepade gånger tävlingar i fotograferings på grund av detta gevär.


Förresten Steven Seagal stort fan av jaktvapen och beordrade fabriken Orsis exklusiva gevär.
foton från fabriksområdet

När anläggningen har en salong av vapen, där man kan ta hand om sig själv ett gevär, köpa reservdelar till den.
























- Mest populär
-
 Spring image. 15 modetrender
Spring image. 15 modetrender
-
 Puller transport: typer och ändamål
Puller transport: typer och ändamål
-
 Scooter Inertia: funktioner och populära modeller
Scooter Inertia: funktioner och populära modeller
-
 Frisyrer Marco Reus, eller Preppy kaos på toppen av popularitet
Frisyrer Marco Reus, eller Preppy kaos på toppen av popularitet
-
 Parfym Thierry Mugler Alien: beskrivning, recensioner
Parfym Thierry Mugler Alien: beskrivning, recensioner
-
 Tatueringar för flickor på ryggen: stilar, mönster, optioner
Tatueringar för flickor på ryggen: stilar, mönster, optioner
-
 När är det bättre att köra - på morgonen eller på kvällen? Hur man kör på morgonen?
När är det bättre att köra - på morgonen eller på kvällen? Hur man kör på morgonen?
-
 Knife "KARAMBIT" ett foto pris, ritningar och diagram. Hur man gör en kniv "KARAMBIT" med sina egna händer?
Knife "KARAMBIT" ett foto pris, ritningar och diagram. Hur man gör en kniv "KARAMBIT" med sina egna händer?
-
 Callanetics - detta ... Callanetics för viktminskning
Callanetics - detta ... Callanetics för viktminskning
-
 Vilka muskler arbetar med armhävningar. Vilka muskler arbetar med Dips
Vilka muskler arbetar med armhävningar. Vilka muskler arbetar med Dips
-
 Mousse för hår: hur man väljer och vilken som är bättre? Paint-mousse hår mousse för styling och volym: kundernas utvärderingar och tips stylister
Mousse för hår: hur man väljer och vilken som är bättre? Paint-mousse hår mousse för styling och volym: kundernas utvärderingar och tips stylister
-
 Kvinnors och mäns frisyrer för runt ansikte
Kvinnors och mäns frisyrer för runt ansikte
-
 6 sätt att göra lägenheten mer än visuellt
6 sätt att göra lägenheten mer än visuellt
-
 4 besvärlig situation där du kan få på en dag
4 besvärlig situation där du kan få på en dag
-
 10 sätt att överleva under förkylning och influensa förlustfri
10 sätt att överleva under förkylning och influensa förlustfri